


Manley® Valves
The Manley radiused-disc compressor valve boasts proven performance in the high pressures and sticky gas associated with ethylene and propylene service, and in hydrogen and hydrogen-rich compressors.
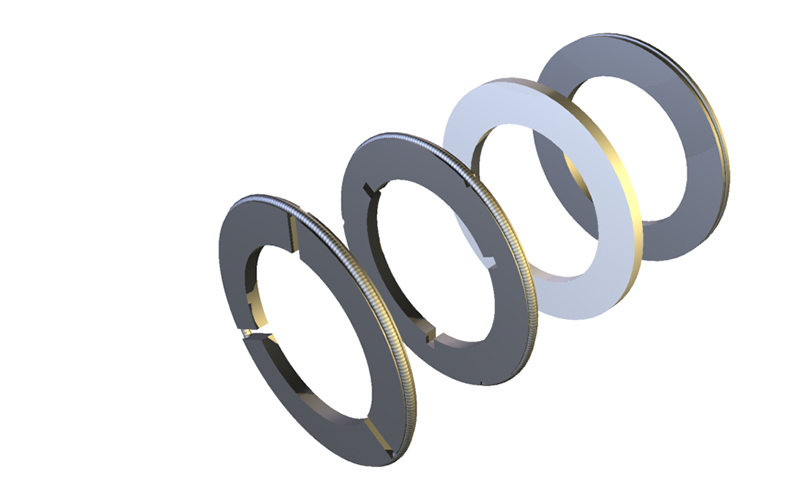
The valve body, springs and bolts are constructed from alloys carefully selected for their high resistance to corrosion; plastic internals are available for chlorine compressors. In addition, flow area, spring force, clearance volume and lift area are all engineered to your specific application in order to generate improvements in both flow and reliability.